Keramiikan käsikirja
Keramiikan polttaminen
Savesta valmistettu tuote poltetaan sille yhteensopivan lasitteen kanssa oikeaan lämpötilaan. Polttoprosessin aikana savi muuttuu keramiikaksi. Poltetun keramiikan ulkonäköön vaikuttavat savimassa, lasite, uunin tyyppi ja sen polttoaine, uunin latominen eli täyttö ja uunin poltto-ohjelma. Polton
aikana tapahtuu savessa useita eri reaktioita, kuten sintraantuminen, pehmeneminen ja
lopulta sulaminen, jos polttolämpötila nousee liian korkeaksi.
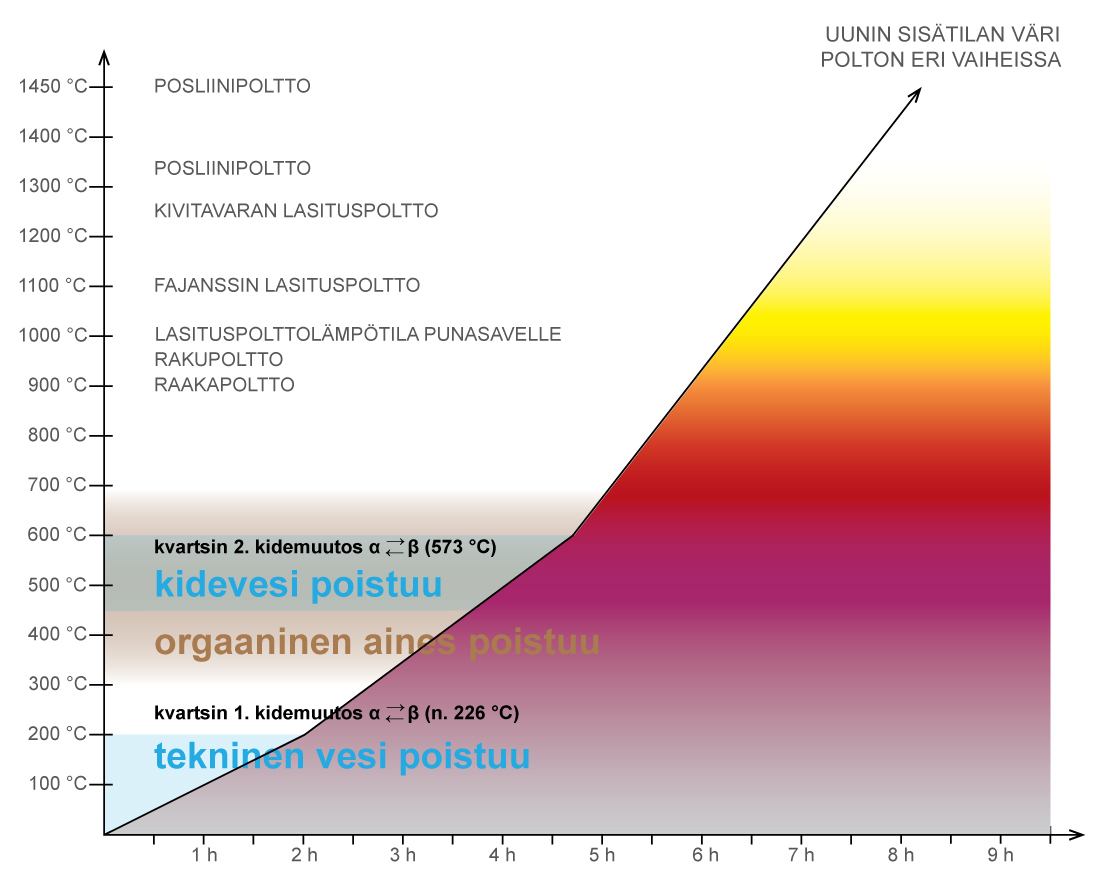
Savi muuttuu keramiikaksi, kun polttolämpötila saavuttaa 450 °C astetta. Tässä lämpötilassa savimassan hiukkasiin kemiallisesti sitoutunut kidevesi ja orgaaniset aineet poistuvat. Muutos on lopullinen, kun lämpötila on noin 600 °C ja kvartsin toinen kidemuutos on tapahtunut. Tämän lämpötilan jälkeen savi on muuttunut veteen liukenemattomaan muotoon eli keramiikaksi.
Poltonaikaiset muutokset pyritään ottamaan huomioon jo esineen suunnittelu- ja valmistusvaiheessa. Esineen kuivakokoon verrattua, polton jälkeistä koon muutosta kutsutaan polttokutistumaksi. Mitä tiiviimmäksi massa on poltettu, sitä enemmän se kutistuu. Kivitavaramassan kutistuma on yleensä noin 13 %, posliinin hiukan enemmän (14–16 %) ja huokoiseksi jäävän punasaven huomattavasti vähemmän.
Tyypillinen keramiikkapoltto
sisältää 2–3 vaihetta ja loppuhaudutuksen. Haudutus tarkoittaa sitä, että
saavutettua polttolämpötilaa pidetty yllä haluttu aika. Haudutus antaa lämpötilan tasaantua uunissa, poltettaville esineille jää aikaa saavuttaa haluttu lämpötila
tasapuolisesti ja kemiallisilla reaktioilla on aikaa tapahtua. Jotkut
erikoislasitteet, kuten kidelasitteet, vaativat onnistuakseen pitkän
haudutusajan.
Keramiikan polttotapoja on pääsääntöisesti kolme:
Kertapoltto (yhdistetty raaka- ja lasituspoltto): esineet poltetaan vain kerran. Tätä tapaa käytetään yleisesti teollisuudessa. Kertapoltolla poltetaan esimerkiksi laatat, tiilet ja lautaset.
Raakapoltto + lasituspoltto: esineet poltetaan ensin raakapoltossa noin 800–950 °C asteeseen. Sen jälkeen huokoinen esine lasitetaan ja poltetaan lasitteen sulamislämpötilaan. Massan maksimipolttolämpö tulee huomioida lasitetta valittaessa.
Raakapoltto + lasituspoltto + koristepoltto: esineet poltetaan ensin raakapoltossa noin 800–950 °C asteeseen. Sen jälkeen huokoinen esine lasitetaan ja poltetaan lasitteen sulamislämpötilaan. Massan maksimipolttolämpö tulee huomioida lasitetta valittaessa. Poltettuihin esineisiin maalataan kuvioita matalan polton vaativilla väreillä, kuten kulta tai hopea. Koristekuviot poltetaan kiinni lasitepintaan koristepolttolämpötilassa noin 800 °C.
Polton aiheuttamia muutoksia
Sintraantuminen on keramiikan poltossa keskeinen ilmiö, jota voidaan kutsua tiiviiksipolttamiseksi. Sintraantuminen on sarja reaktioita, jossa massan hiukkaset sulavat yhteen ja takertuvat toisiinsa. Sintraantumisessa massa tiivistyy ja tulee vettä läpäisemättömäksi.
Sintraantuva kappale on polton huippulämpötiloissa
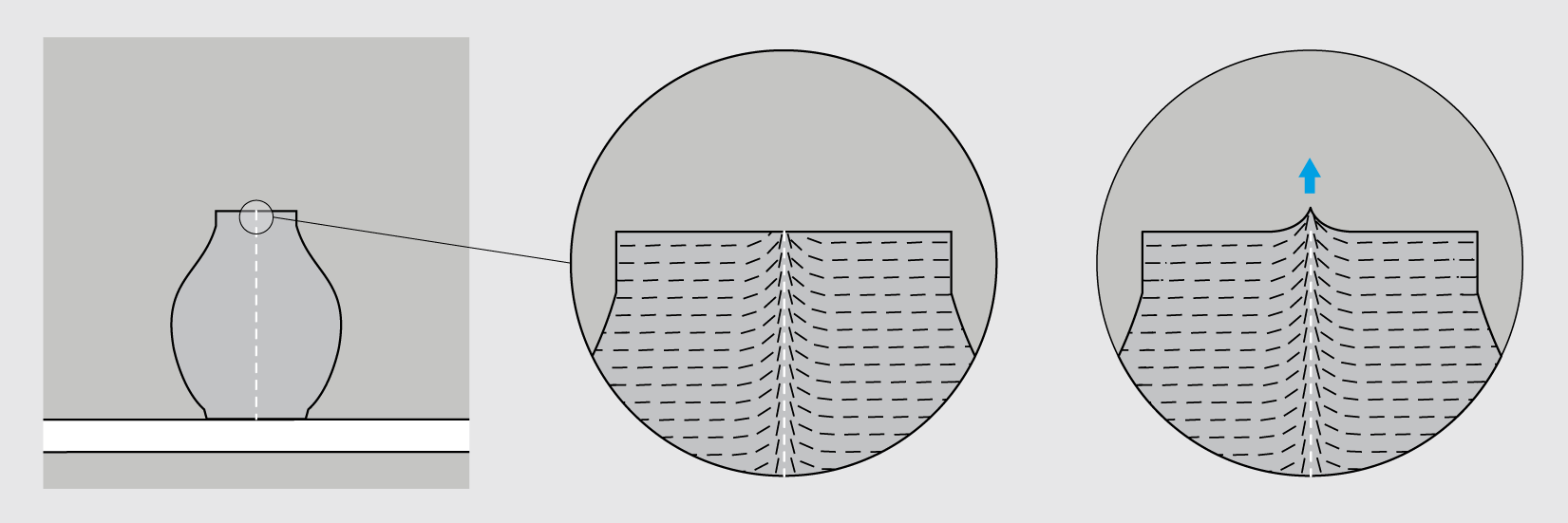
pehmeimmillään ja silloin esineen muoto pyrkii vajoamaan. Taipuneelle levylle asetettu esine saattaa vääntyä polton aikana. Kun
massa on pehmennyt, sen sisäiset jännitteet pyrkivät laukeamaan. Tämä aiheuttaa
esineeseen vääntymiä. Tätä ilmiötä kutsutaan saven muistiksi, joka voi näkyä valuesineen saumakohdissa. Esineen siloteltu sauma voi nousta polton jälkeen esiin. Samoin esineen suun
muodon muuttaminen soikeasta pyöreäksi onnistuu helposti esineen ollessa vielä
märkä, mutta polton aikana savihiukkasten aiheuttaman vedon vuoksi suu palautuu
luultavasti jälleen soikeammaksi.
Mikäli polttolämpötila ylittää massan
sintraantumislämpötilan alkaa massa sulamaan. Sulava massa muuttuu jähmeäksi
liuokseksi, johon alkaa muodostua kuplia kaasuuntuvista ainesosista. Tässä
vaiheessa esine menettää muotonsa ja vajoaa lopulta kokonaan uunilevylle, mikä
voi aiheuttaa uunille suurta vahinkoa.
Kun lämpötila nousee uunissa, massan tilavuus kasvaa. Tätä ilmiötä kutsutaan lämpölaajenemiseksi. Lämpötilan laskiessa tilavuus vastaavasti pienenee. Keramiikan valmistuksessa tällä on merkitystä erityisesti massan ja lasitteen yhteensovittamisessa, sillä lasite joutuu jäähtyessään joko puristus- tai vetojännitykseen suhteessa alla olevaan massaan. Lasitteen lämpölaajenemisen tulisi olla pienempi kuin massan, koska lasitteet kestävät paremmin puristusjännitystä, toisin sanoen massan tulisi kutistua lasitetta enemmän jäähtymisen aikana.
Polttolämpötilan
mittaaminen
Polttolämpötilan eri vaiheiden seuraaminen on tärkeää polton onnistumisen kannalta. Lämpötilaa mitataan useilla eri menetelmillä uunityypin mukaan. Mittaamista tehdään manuaalisen tai digitaalisen ohjauskeskuksen ja/tai pyrometristen keilojen avulla sekä uunin sisätilan hehkun väriä tarkkailemalla.
Uunin ohjauskeskus
Ohjauskeskus voi olla joko manuaalinen tai elektroninen. Manuaalisessa ohjauskeskuksessa lämpötilaa seurataan ja polton eri vaiheet asetetaan aina kulloinkin olevan lämpötilan mukaan. Automatisoidulla ohjauskeskuksella voidaan hallita tarkasti uuniohjelman jokaista vaihetta jäähdytystä myöten eikä poltto-ohjelmaa tarvitse seurata.
Uunin sisälle asennettava lämpötila-anturi
mittaa ohitse virtaavan ilman lämpötilaa. Kun lämpötila saavuttaa asetetun
rajan, siirtyy uunin seuraavaan vaiheeseen joko ohjauskeskuksen ohjaamana tai
manuaalisesti.
Pyrometriset keilat
Lämpötilaa uunin eri puolilla voidaan mitata lämpömittaria tarkemmin keraamisten lämmönmittauskeilojen eli pyrometristen keilojen avulla. Niiden koostumus on suunniteltu reagoimaan, taipumaan ja sulamaan tietyissä lämpötiloissa. Ne käyttäytyvät poltossa samalla tavalla kuin savi ja lasite. Keiloja käytetään varsinkin kaasu- ja puu-uunipoltossa, jossa ne antavat luotettavamman tuloksen esineiden lämpötilasta kuin esimerkiksi elektroninen lämpömittari.
On olemassa itsestään seisovia (esimerkiksi Orton) ja tukemista tarvitsevia keiloja (esimerkiksi Seger). Itsestään seisovia keiloja voidaan käyttää manuaalisesti poltettavissa sähköuuneissa lämpötilan seurantaan tai uunin eri osien lämpötilojen tarkistamiseen automatisoidussa sähköuunissa.
Tukemista tarvitseville keiloille tehdään savesta peti,
johon keilat asetetaan oikeaan kallistuskulmaan. Keilan profiili on kolmio ja niiden
tulisi olla kallistettuna 8 astetta. Keilojen tarkan kulman lisäksi keilojen
käytössä on tärkeintä, että keilat ovat lämpötilan mukaan järjestyksessä ja savipeti on tarpeeksi
iso kaatuville keiloille. Keilat on numeroitu ja ne vastaavat tiettyä
lämpötilaa. Kun tämä lämpötila on saavutettu, keila ns. kaatuu eteenpäin. Yleensä
käytetään kolmea eri lämpötilassa sulavaa keilaa. Savipedin tulee olla kuiva
ennen uuniin menoa.
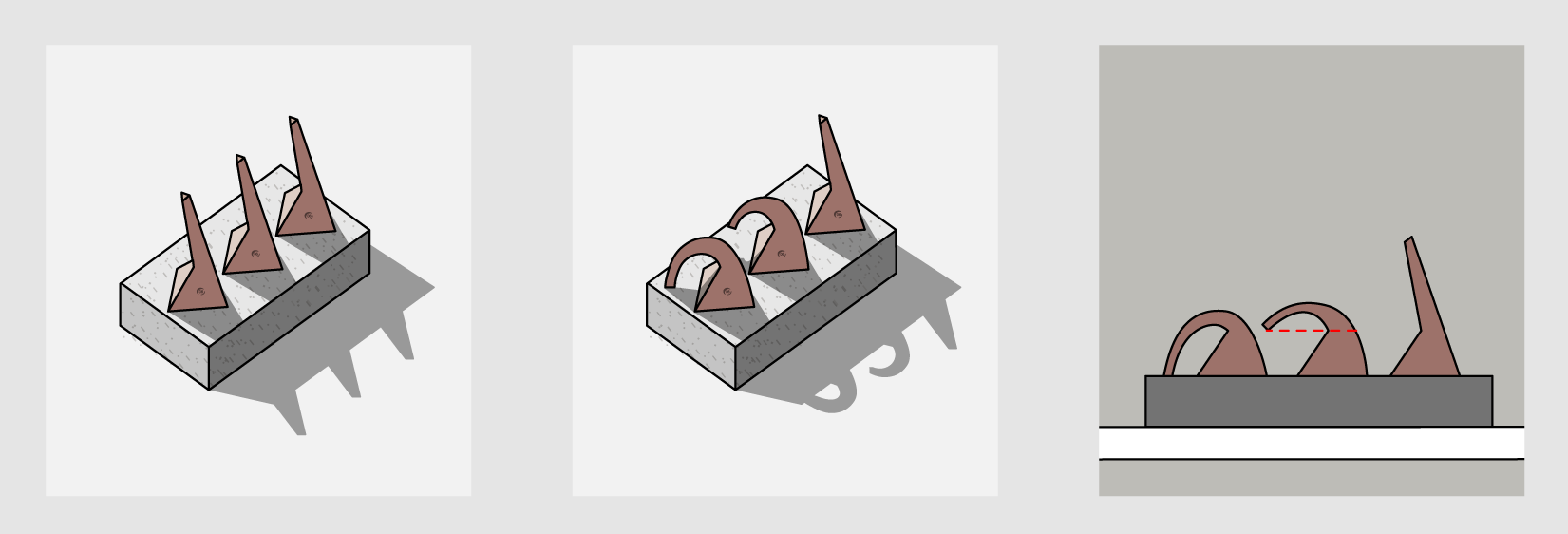
Uunin lämpötila päätellään keilojen
sulamisasennosta. Kun ensimmäinen keila kaatuu, lähestytään polton loppulämpötilaa. Keskimmäinen keila osoittaa saavutetun lämpötilan ja kolmas keila varmistaa, ettei ole ylitetty valittua lämpötilaa. Polton tasaisuutta voidaan tarkastella, kun keiloja
sijoitetaan uuniin eri korkeuksille.
Uunin sisätilan väri
Ylinnä olevassa kaaviossa näkyy uunin sisätilan väri polton eri vaiheissa. Väriä seuraamalla voidaan arvioida uunin sisällä olevaa lämpötilaa. Tätä tapaa käytetään esimerkiksi rakupoltossa, jossa esineet poltetaan oranssin hehkuisiksi ennen polton lopettamista.
Kuvitus
Palmu, Sanna. Uunin sisätilan väri polton eri vaiheissa.
Kerimov, Nikolo. Saven muisti.
Kerimov, Nikolo. Keilat ennen ja jälkeen polton.