Keramiikan käsikirja

Muottitekniikat
Prässääminen
Keramiikan sarjallisessa tuotannossa voidaan käyttää apuna erilaisia kipsimuotteja. Kipsin käyttö keramiikan valmistuksessa perustuu sen kykyyn imeä vettä savesta. Plastista savea tai valusavea käytettäessä kipsi kuivattaa saven seinämiä ja nopeuttaa siten sarjallista valmistusta. Yleisesti käytettyjä muottitekniikoita ovat esimerkiksi prässääminen, muovaus ja valaminen.Prässäyksessä savilevy painellaan kipsistä muottia vasten. Oheisessa kuvasarjassa plastinen savi kaulitaan ensin levyksi, leikataan haluttuun kokoon ja asetetaan yksinkertaisen kulhomuotin päälle. Muotin yli jäänyt savi voidaan leikata pois. Esine viimeistellään sen jälkeen kun se on hieman jähmettynuyt ja nostettu ulos muotista.
Prässäämällä voidaan toki valmistaa paljon tätä monimutkaisempiakin muotoja. Esimerkiksi isokokoinen ihmisveistos voisi rakentua eri ruumiinosia jäljittelevistä paloista, jotka on ensin prässätty omiin muotteihinsa. Silloin eri saviosien annetaan jähmettyä hieman ennen niiden liittämistä toisiinsa.
Keramiikan teollisuudessakin käytetään tavallaan prässäystä - silloin kyse on koneellisesta tuotannosta, jossa esimerkiksi lautaset juntataan kovalla paineelle kahden metalli- ja/tai muovimuotin väliin. Saven vesipitoisuudesta riippuen käytetään märkä- ja kuivapuristustekniikoita (ns. RAM-tekniikka ja isostaattinen puristus).
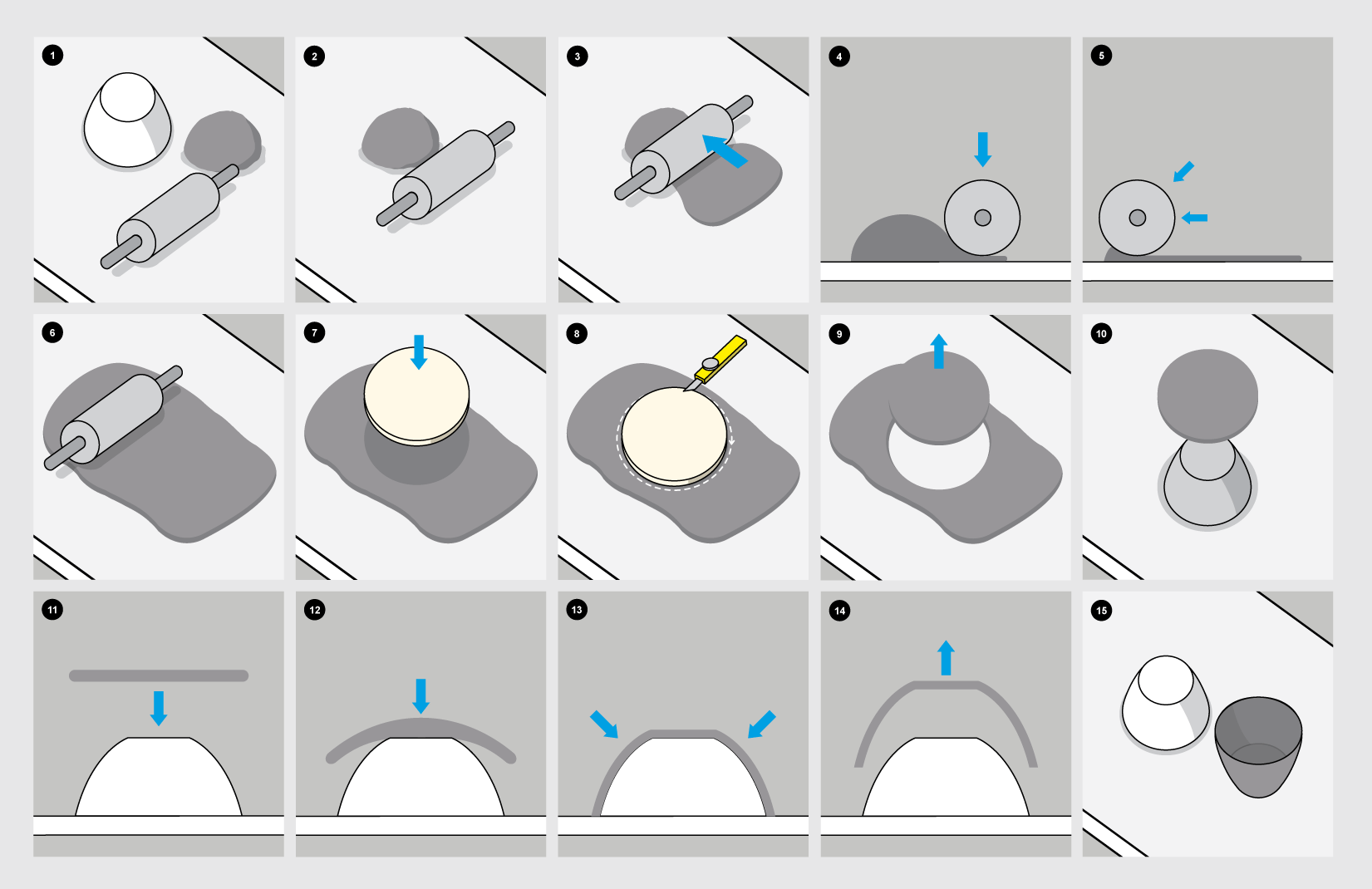
Alla kuvitus yksinkertaisesta kulhon prässäyksestä käsityönä.
1. Prässäysmuotti, savi ja kaulin.
2. Savesta muotoillaan ensin levy.
3. Levyn teossa voidaan käyttää apuna kaulinta tai saviprässiä.
4.-6. Savi kaulitaan levyksi.
7.-9. Savilevystä leikataan sopivan kokoinen ja -muotoinen pala esimerkiksi sabluunaa apuna käyttäen.
10.-13. Savilevy asetellaan muotin päälle ja painellaan muotin pintaa vasten.
14.-15. Kun savi on sen verran kovettunut, että se pysyy muodossaan, esine voidaan poistaa muotista ja viimeistellä.
Muovaus
Muovaus soveltuu erilaisten pyörähdyskappaleiden sarjavalmistukseen. Tällä tekniikalla tuotetaan tyypillisesti kuppeja, lautasia ja kukkaruukkuja.
Käsinmuovaus on manuaalinen muovaustapa, joka soveltuu hyvin studiotuotantoon. Tuotantomääriä voidaan kasvattaa reilustikin, kunhan muotteja on riittävästi. Muovattavan tuotteen valmistuksessa kipsimuotin lisäksi valmistetaan teräosa, sabluuna, jolla esineen toinen puoli muotoillaan.
Käytännössä käsinmuovauksessa kipsimuotti asetetaan laitteen alaosan ns. istukkaan, joka pyörii muovauksen ajan. Muottiin asetetaan savimöhkäle, jota ensin muotoillaan käsin kostean sienen avulla niin, että savi painuu muotin seinämiä vasten muotin pyöriessä. Sen jälkeen muovauskoneen varsiosaan tai "käsivarteen" kiinnitettävä muovausterä (puinen, muovinen tai metallista leikattu luja sabluuna) lasketaan ja painetaan massan päälle kipsimuotin yhä pyöriessä.
Muovaus voidaan toteuttaa muodosta riippuen sekä sisä- että ulkopuolelta - esimerkiksi kuppi on tapana muovata oikein päin, lautanen voi olla kätevämpi kääntää ylösalaisin niin, että sen sisäpuoli muodostuu muotin pintaa vasten, ulkopuoli taas muovausterästä. Tuotannon nopeuttamiseksi muovausmuotteja on tapana valmistaa useita kappaleita. Kun yksi esine on muovattu, siirretään se muotissa sivuun kuivumaan, ja otetaan seuraava muotti käyttöön.
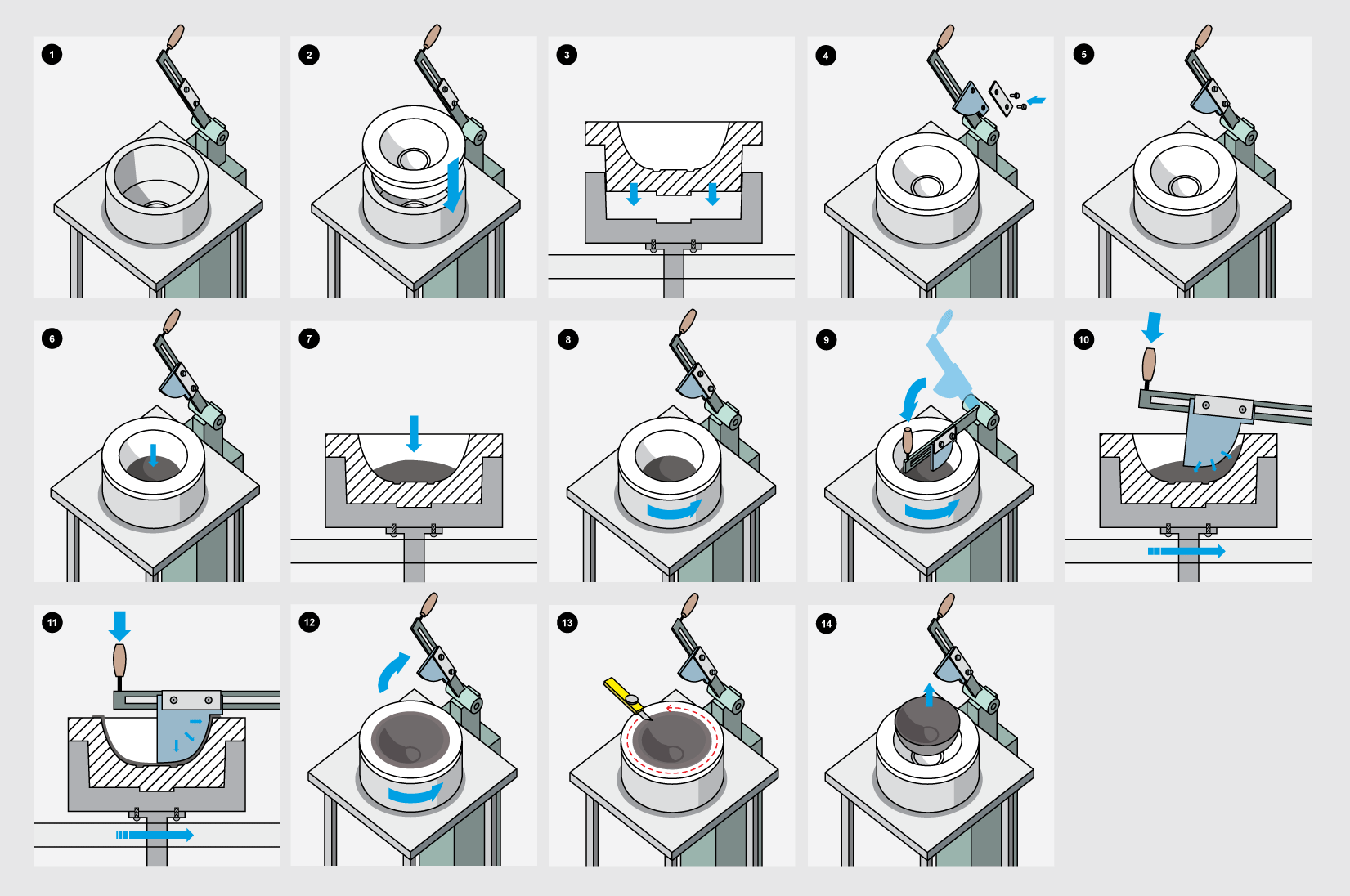
Allaolevassa kuvituksessa esitetty manuaalinen muovauskone on siis yksinkertainen, yksipaikkainen, piensarjatuotantoon tarkoitettu laite, jossa on käsikäyttöinen varsiosa. Teollisuudessa taas muovauksessa käytetään monipaikkaisia koneita, joissa yksinkertainen teräosa on korvattu teräksisellä mäntällä.
1.–3. Kipsimuotti asetetaan istukkaan.
4.–5. Muovausterä kiinnitetään haluttuun asentoon ns. käsivarteen. Sen vasemman (eli muovaajaa lähempänä olevan) reunan on vastattava tarkasti esineen keskipistettä.
6.–7. Pala plastista savea asetetaan muotin pohjalle.
8.–11. Kun muotti pyörii, terää lasketaan hitaasti vaiheittain alas. Terä työntää savea muotin reunoille. Lopullinen muoto on valmis, kun terä on laskettu niin alas kuin voi, lopulliseen, haluttuun asentoonsa.
12.–14. Kun muoto on valmis, ylimääräinen savi muotin yläreunassa leikataan pois. Esine irtoaa muotista, kun se on hieman kuivunut ja kutistunut. Valmis esine poistetaan muotista ja viimeistellään sienellä.
Valaminen
Keraamisia esineitä valmistetaan kipsimuoteissa myös nestemäisestä valusavesta. Tekniikka on saven sisältämän suurehkon vesimäärän takia suhteellisen hidas (verrattuna esimerkiksi prässäykseen tai muovaukseen), mutta toisaalta valettujen esineiden viimeistely on nopeaa. Tällä tekniikalla voidaan valmistaa muodoltaan monimutkaisempia ja epäsäännöllisiäkin esineitä, kuten kaatimia tai muita kannellisia, korvallisia tai muuten ulokkeellisia ja muodoltaan päästämättömiä esineitä. Valutavat jaotellaan yksipuoliseen eli avovaluun ja kaksipuoliseen eli umpivaluun.
Yksipuolisessa valussa valumassa kaadetaan muottiin, jossa sen annetaan seistä tietyn ajan. Tämän ajan kuluessa muotin sisäpinnalle muodostuu vähitellen kiinteämpi massakerros, sillä kipsinen muotti imee itseensä osan valulietteen sisältämästä vedestä. Tällä tekniikalla valettujen esineiden sisäpinta myötäilee ainaa ulkopinnan muotoa, ja esine on sisältä ontto.
Esineen paksuutta voidaan säätää valumassan muotissa oloajan mukaan: valuaikaa pidentämällä myös seinämän paksuus kasvaa. Kun esineen haluttu seinämänvahvuus on saavutettu, muotti käännetään ylösalaisin ja ylimääräinen valusavi kaadetaan pois. Saven kuivuttua pintakuivaksi reuna leikataan pois. Esine saa seistä muotissa vielä jonkin aikaa, jolloin se kiinteytyy kipsimuotin kuivatessa sitä edelleen. Esineen kutistuttua hieman se irtoaa yleensä vaivattomasti muotista.
Avovalumuotti voi olla yksinkertainen, yhdestä kappaleesta muodostuva muotti, mikäli suunnitellun esineen muoto on päästävä. Avovalumuotti voidaan myös rakentaa useasta muotin osasta.
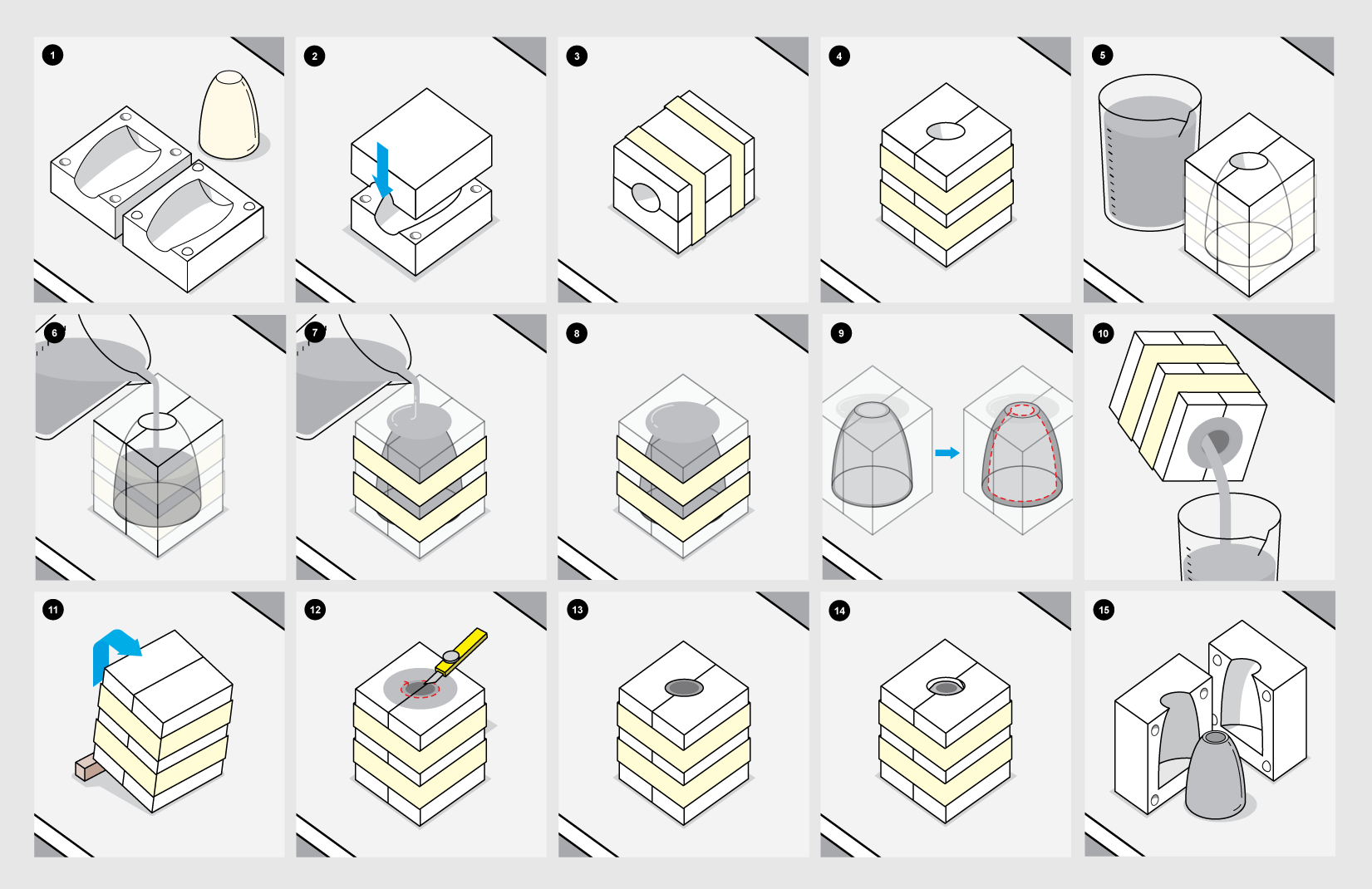
Valu muottiin:
1.-4. Muotin tulee olla kuiva. Sen osat kiinnitetään yhteen kumilenkillä tai ruuvipuristimilla.
5. Varmista, että valusavea on riittävästi muotin tilavuuteen nähden!
6. Valusavi kaadetaan rauhallisesti muottiin.
7.-8. Muotti täytetään ylös asti ja hiukan reunojen yli. Kun valupinta hieman laskee muotin suuaukon alapuolelle, voidaan muottia hiukan täydentää valusavella.
9. Mitä kauemmin valusavi on muotissa, sitä paksumpi seinämästä tulee. Massasta riippuen valuaika voi olla muutamasta minuutista muutamiin kymmeniin minuutteihin.
10. Ylimääräinen valusavi tyhjennetään muotista kaatamalla, kun esineen seinämä on saavuttanut halutun paksuuden. Huom. paksuutta ei pysty valun aikana kovin tarkkaan arvioimaan, joten se tarkentuu kokeilujen kautta.
11. Muotti käännetään ylösalaisin kuivumaan esimerkiksi kahden laudanpätkän varaan, jotta jäljellä olevat savipisarat pääsevät valumaan sotkematta esineen sisäpintaa.
12. Kun saven pinta ei ole enää märkä (pintakiilto hävinnyt), muotti käännetään oikein päin ja ylimääräinen savi leikataan varovasti pois muotin reunaa vasten.
13.-15. Esine voidaan poistaa muotista, kun kappale on kuivunut nahkakuivaksi ja hieman kutistunut. Reunoista voi nähdä, että savi alkaa itsestään irrota muotista. Esineen saumojen ja reunojen viimeistely märällä sienellä kannattaa yleensä tehdä vasta sen kuivuttua täysin, esimerkiksi seuraavana päivänä, jolloin välttää vääntämästä vahingossa puolikuivaa esinettä.
Umpivalussa sekä esineen sisä- että ulkopuoli määräytyvät muotin mukaisesti. Esimerkiksi kupin korva on tyypillinen kaksipuolisessa kipsimuotissa umpivalettava tuote. Nimensä mukaisesti muotti valetaan umpeen. Käytännössä muotti täytetään valuttamalla valusavi muotin valuaukoista sisään niin, että muotinosien välissä oleva tila täyttyy kokonaan savesta. Valumassassa oleva vesi imeytyy muottiin ja esineen koko muoto siis määräytyy muotin osien mukaisesti (eikä käytetystä valuajasta riippuen, kuten avovalussa tapahtuu). Veden imeytyessä muotin seinämiin savi tiivistyy ja sitä on lisättävä muottiin muutamaan kertaan, kunnes savi ei enää muodosta kuoppaa valuaokon kohdalla. Umpivalumuotti voi koostua kahdesta tai useammasta muotin osasta. Muottia suunniteltaessa täytyy ottaa huomioon, että ilmataskuja tai onttoja kohtia ei saa jäädä mihinkään - muotti suunnitellaan niin, että seinämänvahvuus on kaikkialla (valuamassasta riippuen tosin) noin 5-8mm.
Teollisuudessa käytetty painevalu on valumenetelmä, jota käytetään suurten sarjojen valmistukseen. Se mahdollistaa epäsymmetristen astioiden, esimerkiksi vatien ja vuokien valmistuksen. Painevalumuotit valmistetaan kovasta, huokoisesta muovimateriaalista, ja niiden käyttöikä voi olla jopa 30 000 valukertaa. Saniteettiposliinia kuten vessanpönttöjä ja pesualtaita valmistetaan sekä avo- umpi- että painevaluna.
Kuva
Lautenbacher, Nathalie. Kipsimuotteja.
Kuvitus
Kerimov, Nikolo. Kuvasarja prässäystekniikasta.
Kerimov, Nikolo. Kuvasarja muovaustekniikasta.
Kerimov, Nikolo. Valaminen kipsimuotilla.
Videot
Palmu, Sanna. Avovalu ja Umpivalu.